- 深圳奥拓美自动化科技有限公司
- 13925799771



产品描述
在以前花洒都是采用氩弧焊在焊接,焊接后给后续的加工工序带来很多问题,顶喷的打磨、抛光需要耗人耗力。在2010开始逐步有人厂家使用激光焊接,那个时候的激光焊接机属于脉冲型激光,也就是焊接是靠一个个点累积成焊缝的。脉冲激光焊接较大的问题是熔深不均衡,熔深浅,打磨后*出现漏水。其次脉冲激光焊接效率低,焊接速度大约为15mm/s,激光焊点大,焊缝面不是很平整,抛光至少要20-30个丝。焊接后顶喷侧边多少都有点发黄,影响304镜面反光效果,给后续抛光增添时间。
随着激光设备的价格的不断下降,以及连续激光器的国产化,价格一路跳水。光纤连续激光焊接机不再是以前动不动就几十万一台,现在十多万就能购买到一台非常不错的光纤连续激光焊接机了。光纤连续激光焊接机不同于脉冲激光,激光出光后就跟电灯一样,是一直出光的。这就很好的解决了脉冲由于频率不高*导致漏水的情况。连续激光的光斑非常细,500W就可以轻松焊接1一个毫米的熔深,正常情况下花洒焊接60-70个丝就可以了,焊接速度可达40-50mm/s,这相对于脉冲激光的几倍速度。连续激光焊接机的耗电比脉冲激光少几倍,以500W机子为例,耗电量每小时在5度电以内。
由于连续激光的光斑非常小,焊接熔深非常有保证。焊接后热影响比较小,在1mm的顶喷材料中焊接时,熔深在60个丝,可以做到一点发黄都没有。完全不会影响304的镜面反光,焊缝轻微打磨一下就可以出货了。
设备图片:
方形顶喷激光焊接:

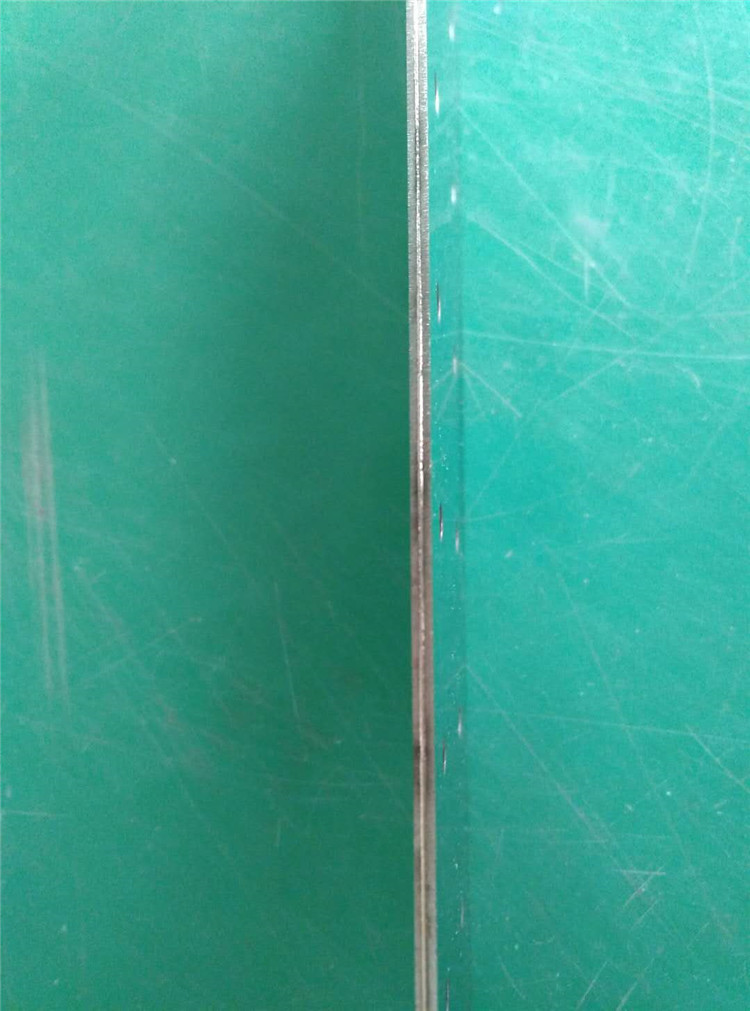
激光焊接效果图:
此图片有客户提供,是批量焊接效果图:
产品推荐








