透过将激光束集中在单分子上,ETH Zurich的科学家只用单个分子就产生激光运作的基本条件──受激发射(stimulated emission)。由于在低温下,分子会增加它们的外表面积(apparent surface area)来跟光线互动,因此研究人员将分子冷却到摄氏零下272度,也就是只比**零度高1度两条光束瞄准单分子
激光焊接:汽车车身厚薄板、汽车零件、锂电池、心脏起搏器、密封继电器等密封器件以及各种不允许焊接污染和变形的器件。2013年使用的激光器有YAG激光器,CO2激光器和半导体泵浦激光器。

根据所用激光器及其工作方式的不同,常用的焊接方式有两种,一种是脉冲激光焊,主要用于单点固定连续和簿件材料的焊接,焊接时形成一个个圆形焊点;另一种为连续激光焊,主要用于大厚件的焊接和切割,焊接过程中形成一条连续焊缝。
在焊接过程中,光束焦点位置是关键的控制工艺参数之一,在一定激光功率和焊接速度下,只有焦点处于优秀位置范围内才能获得大熔深和好的焊缝形状。
采用激光焊接加工具有以下优点:1)激光束具有较高的功率密度,导致焊接速度快,变形小,可焊接钛、石英等难以焊接的 材料;2)光束易于传输和控制,*更换焊炬、喷嘴等,减少停机时间,提高了生产效率。3)冷却速度快,焊缝强度高,综合性能好。
我司,是一家集研发、设计、制造、销售、服务一体,专业制造生产电阻焊接设备的企业。本公司主要产品有银铜缝焊机、激光焊机、模具焊机、点焊机、金属打标机、碰焊机自动焊接机精密点焊机激光点焊机双头点焊机.激光切割机.储能点焊机.氩弧焊机.精密焊接机.等精密中频逆变点焊机特点:此中频逆变1点焊机性能优越,适合于高导热金属薄件以及精细工件的焊接。焊接过程和焊接规范采用片计算控制.能方便实现多种焊接循环。焊接参数由轻触式按健调整设定.并由液晶屏幕显示。*特的电极加压结构,电极力调节灵敏,随动性高使此款逆变点焊机特别适合焊接精细工件。公司设置了专业的研发机构和*的营销团队。拥有一批丰富经验和**技术的专业人士和*,为公司产品研发、生产、销售、发展提供了有力保证。我们深信:人才的素质高度决定企业的发展高度。
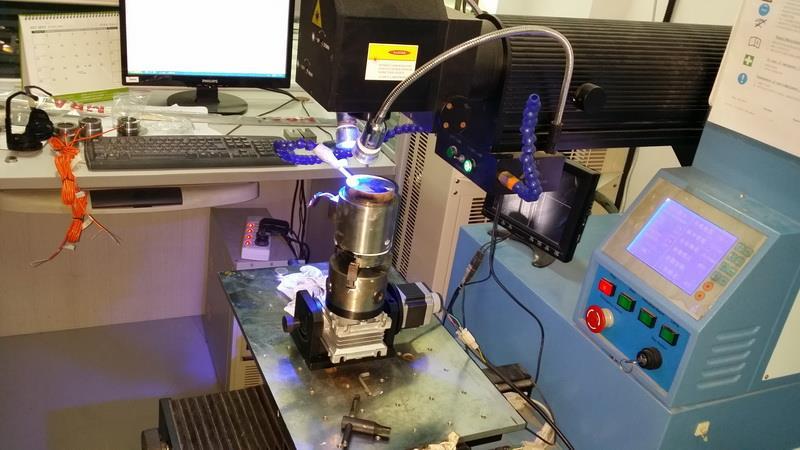
激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。激光焊接是激光材料加工技术应用的重要方面之一。20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。由于其*特的优点,已成功应用于微、小型零件的精密焊接中。
激光焊接优点:
(1)可将入热量降到较低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦较低;(2)32mm板厚单道焊接的焊接工艺参数业经检定合格,可降低厚板焊接所需的时间甚至可省掉填料金属的使用;(3)不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形皆可降至较低;(4)激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的机具或障碍间再导引,其他焊接法则因受到上述的空间限制而无法发挥;(5)工件可放置在封闭的空间(经抽真空或内部气体环境在控制下);(6)激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件;(7)可焊材质种类范围大,亦可相互接合各种异质材料;(8)易于以自动化进行高速焊接,亦可以数位或电脑控制;(9)焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰;(10)不受磁场所影响(电弧焊接及电子束焊接则*),能精确的对准焊件;(11)可焊接不同物性(如不同电阻)的两种金属;(12)不需真空,亦不需做X射线防护;(13)若以穿孔式焊接,焊道深

-/gjjjja/-
http://ling.b2b168.com