应用领域
制造业
激光拼焊(TailoredBlandLaserWelding)技术在国外轿车制造中得到广泛的应用,据统计,2000年**范围内剪裁坯板激光拼焊生产线**过100条,年产轿车构件拼焊坯板7000万件,并继续以较高速度增长。
技术原理
激光焊接可以采用连续或脉冲激光束加以实现,激光焊接的原理可分为热传导型焊接和激光深熔焊接。
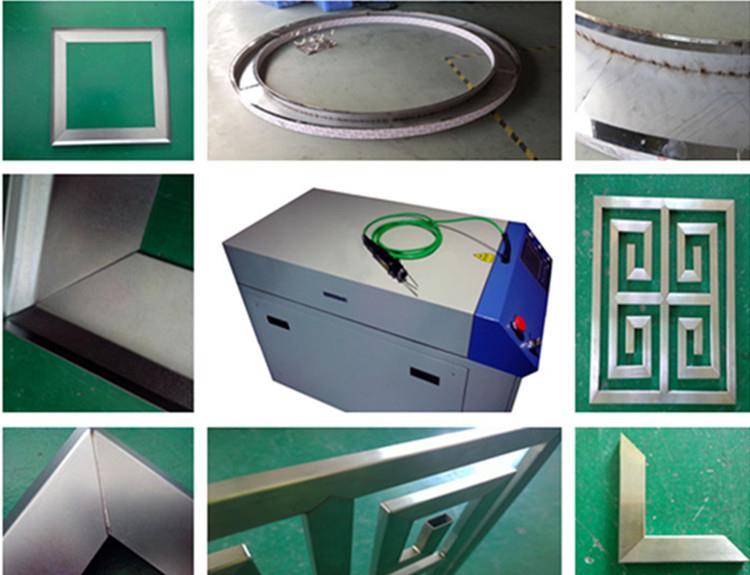
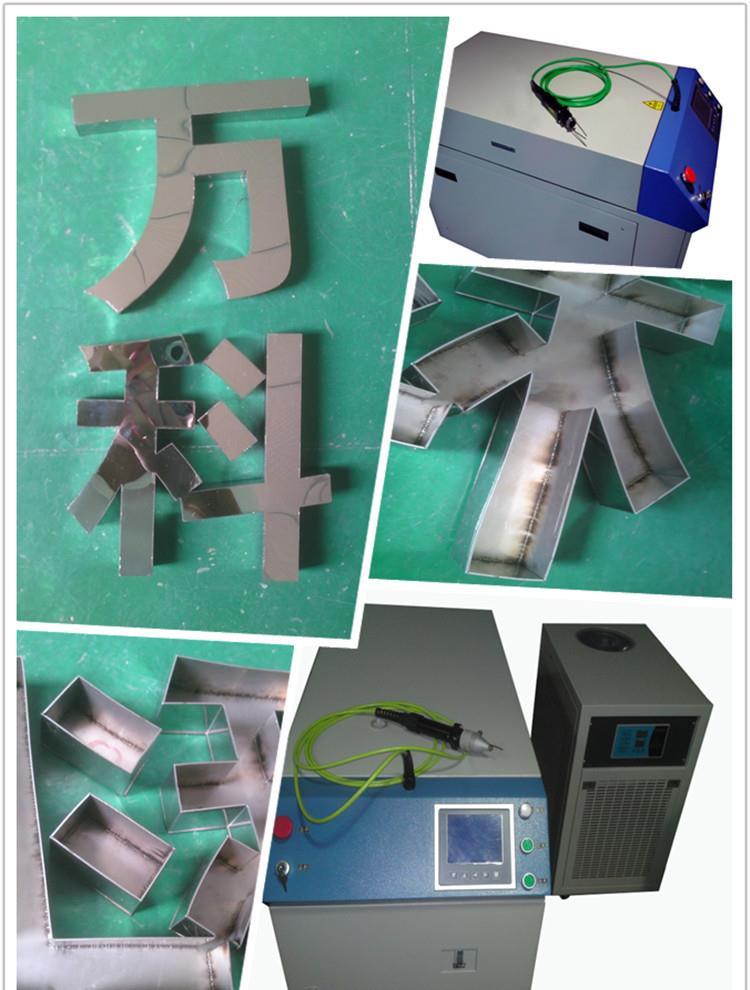
很多不锈钢产品生产加工都是用的是氩弧焊机和其他的普通焊机,虽然这些可以满足生产的需要,但是会在焊接的过程中留下焊接的缺陷如:咬边、未焊透、密集气孔和裂纹不仅降低接头的牢固性,而且还会成为缝隙腐蚀的腐蚀源。在焊接的工艺上不仅要焊工的技术有一定的水平,而且对焊接的技巧和焊剂的成本要求过大,会提高生产所需的成本。而且焊后还要进行加工的工作步骤,时间效率非常缓慢。 正因为有了这些缺陷的存在,激光焊接机孕育而生!
激光手持式连续激光焊接机,焊接效率快,机器小巧,操作方便,大大提高工作效率。 比目前光纤传输焊接具有更高的电光转换效率、更好的光束质量、更少的维护成本以及更高的焊接速度。
激光焊接机的使用范围是比较广的,只要是不锈钢、铝、铜、金银首饰都能焊接,包括三角阀、传感器、医疗器械、不锈钢水槽、自来水管件、不锈钢圆管三通管弯管、地漏、门把手门锁、保温杯、厨具餐具等等。
激光拼焊是采用激光能源,将若干不同材质、不同厚度、不同涂层的钢材、不锈钢材、铝合金材等进行自动拼合和焊接而形成一块整体板材、型材、夹芯板等,以满足零部件对材料性能的不同要求,用较轻的重量、较优结构和较佳性能实现装备轻量化。在欧美等发达国家,激光拼焊不仅在交通运输装备制造业中被使用,还在建筑业、桥梁、家电板材焊接生产、轧钢线钢板焊接(连续轧制中的钢板连接)等领域中被大量使用。

2003年,国外实现了A318铝合金下壁板结构双光束C02激光填丝焊和YAG激光填丝焊,它代替传统铆结构减轻了飞机机身重量的20%,同时也节约了20%的成本。
不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形皆可降至较低;

焊件需使用夹治具时,必须确保焊件的较终位置需与激光束将冲击的焊点对准;
国内生产的引进车型Passat,Buick,Audi等也采用了一些剪裁坯板结构。日本以CO2激光焊代替了闪光对焊进行制钢业轧钢卷材的连接,在**薄板焊接的研究,如板厚100微米以下的箔片,无法熔焊,但通过有特殊输出功率波形的YAG激光焊得以成功,显示了激光焊的广阔前途。
焊接特性
属于熔融焊接,以激光束为能源,冲击在焊件接头上。

-/gjjjja/-
http://ling.b2b168.com