加工地址在:东莞市常平镇
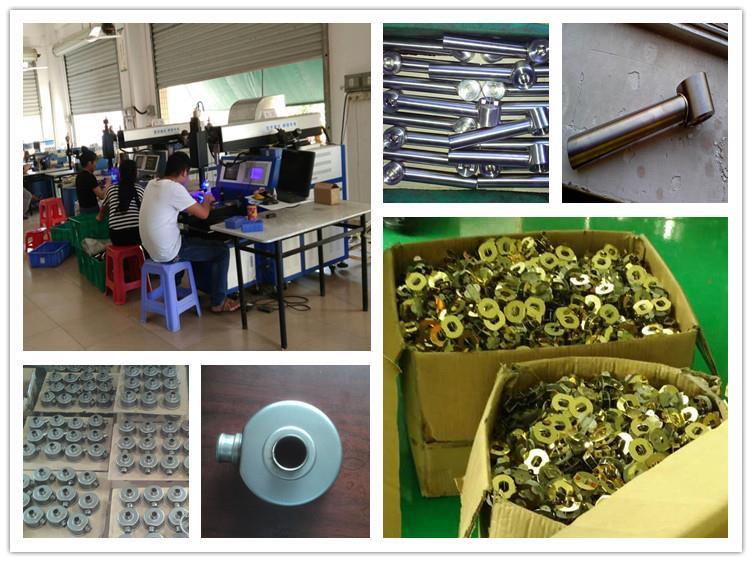
激光焊接机,又常称为激光焊机、镭射焊机,是激光材料加工用的机器(北京广电韵电子设备有限公司),按其工作方式分为激光模具烧焊机、自动激光焊接机、激光点焊机、光纤传输激光焊接机,光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池以达到焊接的目的。
工作原理:
激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。它是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后*处理或只需简单处理,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高,易实现自动化。设备优点:
1、焊缝质量高,无气孔,可减少和优化母材杂质。
2、 组织焊后可细化,焊缝强度、韧性相当于母材质。
3、 可精确控制,聚焦光点小,可高精度定位,易实现自动化。
4、 高深度比,焊接宽度小,热影响区小,变形小,焊接速度快;设备性能稳定,可24小时工作。
应用行业:
适用于钛、镆、锌、钢、铜、铝、铬、铌、金等多种金属及其合金,可伐合金等合金的同种材料间的焊接,也可用于不同材质异种金属间的焊接。如手机通讯、电子元件、眼镜钟表、首饰工艺、五金制品、精密器械、医疗器械、汽车配件等行业。
加工地址在:东莞市常平镇
激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。激光焊接是激光材料加工技术应用的重要方面之一。20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。由于其*特的优点,已成功应用于微、小型零件的精密焊接中。
激光焊接优点:
(1)可将入热量降到较低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦较低;
(2)32mm板厚单道焊接的焊接工艺参数业经检定合格,可降低厚板焊接所需的时间甚至可省掉填料金属的使用;
(3)不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形皆可降至较低;
(4)激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的机具或障碍间再导引,其他焊接法则因受到上述的空间限制而无法发挥;
(5)工件可放置在封闭的空间(经抽真空或内部气体环境在控制下);
(6)激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件;
(7)可焊材质种类范围大,亦可相互接合各种异质材料;
(8)易于以自动化进行高速焊接,亦可以数位或电脑控制;
(9)焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰;
(10)不受磁场所影响(电弧焊接及电子束焊接则*),能精确的对准焊件;
(11)可焊接不同物性(如不同电阻)的两种金属;
(12)不需真空,亦不需做X射线防护;
(13)若以穿孔式焊接,焊道深
加工地址在:东莞市常平镇
我司,是一家集研发、设计、制造、销???售、服务一体,专业制造生产电阻焊接设备的企业。本公司主要产品有银铜缝焊机、激光焊机、模具焊机、点焊机、金属打标机、碰焊机自动焊接机精密点焊机激光点焊机双头点焊机.激光切割机.储能点焊机.氩弧焊机.精密焊接机.等精密中频逆变点焊机特点:此中频逆变1点焊机性能优越,适合于高导热金属薄件以及精细工件的焊接。焊接过程和焊接规范采用片计算控制.能方便实现多种焊接循环。焊接参数由轻触式按健调整设定.并由液晶屏幕显示。*特的电极加压结构,电极力调节灵敏,随动性高使此款逆变点焊机特别适合焊接精细工件。公司设置了专业的研发机构和*的营销团队。拥有一批丰富经验和**技术的专业人士和*,为公司产品研发、生产、销售、发展提供了有力保证。我们深信:人才的素质高度决定企业的发展高度。

加工地址在:东莞市常平镇
公司不断在扩大,所提供的激光焊接加工深受需要群体的欢迎,现在已是一家具有专业服务特色的公司。公司主要是以来料加工的贸易形式为主要经营方向。我们真诚邀请广大客户诚信合作,共同发展,共创美好明天!长期致力于为需要群体提供全面、快捷、实用的激光焊接加工技术解决方案。在加工等方面具备技术上的雄厚实力,广富五金服务范围宽广,实力强大,拥有庞大的专业服务团队,服务支持电话预约;网上预约;微信预约,广受客户信赖。产品参数增值服务免费咨询激光焊接加工品牌广富较大供应量1000服务条款服务项目较终解释权归我司所有服务标准诚信、快速、专业、负责价格商议服务项目激光焊接加工服务宗旨诚信为先,质量为本 桥头激光焊接加工,谢岗激光焊接加工,石碣激光焊接加工 想了解其它相关信息,欢迎登录东莞市寮步广富五金加工店网站或电询我们相关人员。 严肃认真,周到细致,稳妥可靠是我们对每个项目的要求,诚信为先,质量为本是我们的宗旨。同时,本着对市场的竞争当作相互合作,共同发展,共同进步的理解,广富五金积极加强与外界的技术交流,不断充实发展,力求走在激光焊接加工行业发展的较前方,在激烈的竞争中立于不败之地。 请继续查看以下,茶山激光焊接加工,大岭山激光焊接加工,南城激光焊接加工的信息 技术、质量可靠,广富五金加速改革与创新,以至力于服务基础工业为**,积极开拓激光焊接加工新事业,我们愿竭诚为激光焊接加工提供1-4周的、稳定、保质、保量的激光焊接加工服务。
加工地址在:东莞市常平镇
激光在现今的机械加工行业中应用十分广泛,再加上由于激光技术具有焊接热输入低,焊接受热区域影响小和不易变形等特点,因而在铝合金焊接领域受到格外的重视。
但是从另一方面来说,激光加工由于铝合金的加工特点,在对铝合金激光焊接加工时,会存在一些焊接难点。那么对于从事焊接加工的操作者来说,如何解决这些难题呢?
铝合金激光焊接问题一:铝合金对激光吸收率低
这个问题主要是由于铝合金材料的问题,由于铝合金对激光束的高初始反射率及其本身的高导热性,使铝合金在未熔化前对激光的吸收率很低。
对于这个问题,解决方法主要有以下几个方面:
1、对铝合金材料进行表面预处理工艺。例如生产中常用的砂纸打磨、表面化学浸蚀、表面镀等预处理措施。增加材料对激光的吸收率。
2、 让光斑尺寸减小,使激光功率密度增加。
3、 改变焊接结构,使激光束在间隙中形成多次反射,便于铝合金进行激光焊接加工。
铝合金激光焊接问题二:易产生气孔和热裂纹
铝合金激光焊接过程中会轻易产生气孔和热裂纹的情况。
对于这个问题,解决方法主要有以下几个方面:
1、在焊接过程中调整激光功率波形,可以减少气孔不稳定塌陷,改变激光束照射的角度以及在焊接中施加磁场作用,也可以让焊接时产生的气孔得到有效控制。
2、在使用YAG激光器时,可以通过调整脉冲波形,控制热输入,以减少结晶裂纹。
铝合金激光焊接问题三:焊接接头力学性能下降
焊接过程中合金元素的烧损,使铝合金焊接接头的力学性能下降。对于这个问题,解决方法主要有以下几个方面:
由于铝合金焊接产生的气孔不稳定,导致焊接接头的力学性能。铝合金主要包括Zn、Mg 、Al三种元素。在焊接时,铝的沸点均**其他两种元素的沸点。所以在铝合金元素焊接时可以加入一些低沸点合金元素,有利于小孔的形成,焊接的牢固性。
加工地址在:东莞市常平镇
激光与材料作用引起的物态变化:
金属材料的激光加工主要是基于光热效应的热加工,激光辐照材料表面时,在不同的功率密度下,材料表面区域将发生各种不同的变化。这些变化包括表面温度升高、熔化、汽化、形成匙孔以及产生光致等离子体等。而且,材料表面区域物理状态的变化较大的影响材料对激光的吸收。
激光功率密度较低、辐照时间较短时,金属吸收的激光能量只能引起材料由表及里温度升高,但维持固相不变。只要用于零件退火和相变硬化处理。
随着激光功率的提高和辐照时间的加长,材料表层逐渐熔化,随输入能量增加,液-固相分界逐渐向材料深部移动。这种物理过程主要用于金属的表面重熔、合金化、熔覆和热导型焊接。
进一步提高功率密度和加长作用时间,材料表面不仅熔化,而且汽化,汽化吴聚集在材料表面附件并微弱的电离形成等离子体,这种稀薄等离子体有助于材料对激光的吸收。在汽化膨胀压力下,液态表面变形,形成凹坑。这一阶段可以用于激光焊接。
再进一步提高功率密度和加长辐照时间,材料表面强烈汽化,形成较高电离度的等离子体,这种致密的等离子体可逆着光束入射方向传输,对激光有屏蔽作用,大大降低激光入射到材料内部的能量密度。在较大的蒸气反作用力下,熔化的金属内部形成小孔,通常称之为匙孔,匙孔的存在有利于材料对激光吸收。这一阶段可用于激光深熔焊接、切割和打孔、冲击硬化等。
不同条件下,不同波长激光照射不同金属材料,每一阶段的功率密度的具体数值会存在一定的差异。
就材料对激光的吸收而言,材料的汽化是一个分界线。当材料没有发生汽化时,不论处于固相还是液相,其对激光的吸收仅随表面温度的升高而有较慢的变化;而一旦材料出现汽化并形成等离子体和匙孔,材料对激光的吸收则会突然发生变化。
激光加工的物理基础是激光与物质的相互作用,这是一个较为广泛的概念,既包括复杂的围观**过程,也包括激光作用与各种介质材料所发生的宏观现象,如激光的反射、吸收、折射、偏振、光电效应、气体击穿等。
加工地址在:东莞市常平镇
数码金属器材.电子业产品精密焊接,手机MP3 MP4内外金属壳,镁铝壳.金属配件.聚合电池打孔封口.电子`电容`电阻元件 弹片 插脚 点焊.铜材焊.合金.钛.同材焊接异材焊接.精致首饰工艺.. 对 溶化.点焊.碰焊.密封焊.层叠焊等激光工艺加工…….
各种类精密模具.铍铜模.精致不锈钢制品.五金配件.钟表带壳. 精密机械零部件.各行业金属制品.激光焊接加工.
设备在30倍数放大镜下作业,确保精准.精益求精,针对.深.窄.缝.薄.细.幼.微.适合高要求焊接需求.焊斑点0.15mm宽.发热面较小.不下陷.不变型.优点. 适合各行业金属精密焊接需求,焊后表面精细.结白.平整.美观.焊完*烦琐处理. 不需处理或只需简单处理工序.悭时悭工.高要求.高品质…..
-/gjjjja/-
http://ling.b2b168.com