先切后焊,先焊后切,激光切割、焊接轻松进行切换,一台设备,两种功能,而不用另外添置新的设备,为应用厂家节约了设备成本,提高了加工效率和加工范围,而且由于切焊一体,加工精度得到了完全的保障,设备性能高效稳定。

光束不断进入小孔,小孔外的材料在连续流动,随着光束移动,小孔始终处于流动的稳定状态。

加工地址在:东莞市常平镇
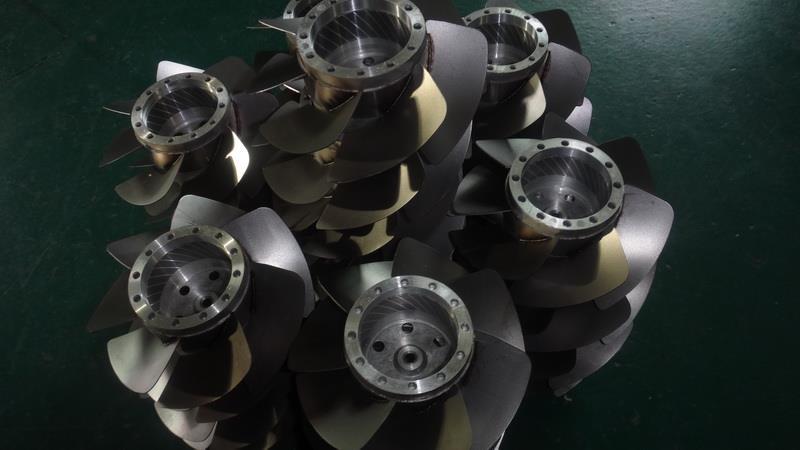
激光在现今的机械加工行业中应用十分广泛,再加上由于激光技术具有焊接热输入低,焊接受热区域影响小和不易变形等特点,因而在铝合金焊接领域受到格外的重视。
但是从另一方面来说,激光加工由于铝合金的加工特点,在对铝合金激光焊接加工时,会存在一些焊接难点。那么对于从事焊接加工的操作者来说,如何解决这些难题呢?
铝合金激光焊接问题一:铝合金对激光吸收率低
这个问题主要是由于铝合金材料的问题,由于铝合金对激光束的高初始反射率及其本身的高导热性,使铝合金在未熔化前对激光的吸收率很低。
对于这个问题,解决方法主要有以下几个方面:
1、对铝合金材料进行表面预处理工艺。例如生产中常用的砂纸打磨、表面化学浸蚀、表面镀等预处理措施。增加材料对激光的吸收率。
2、 让光斑尺寸减小,使激光功率密度增加。
3、 改变焊接结构,使激光束在间隙中形成多次反射,便于铝合金进行激光焊接加工。
铝合金激光焊接问题二:易产生气孔和热裂纹
铝合金激光焊接过程中会轻易产生气孔和热裂纹的情况。
对于这个问题,解决方法主要有以下几个方面:
1、在焊接过程中调整激光功率波形,可以减少气孔不稳定塌陷,改变激光束照射的角度以及在焊接中施加磁场作用,也可以让焊接时产生的气孔得到有效控制。
2、在使用YAG激光器时,可以通过调整脉冲波形,控制热输入,以减少结晶裂纹。
铝合金激光焊接问题三:焊接接头力学性能下降
焊接过程中合金元素的烧损,使铝合金焊接接头的力学性能下降。对于这个问题,解决方法主要有以下几个方面:
由于铝合金焊接产生的气孔不稳定,导致焊接接头的力学性能。铝合金主要包括Zn、Mg 、Al三种元素。在焊接时,铝的沸点均高于其他两种元素的沸点。所以在铝合金元素焊接时可以加入一些低沸点合金元素,有利于小孔的形成,焊接的牢固性。
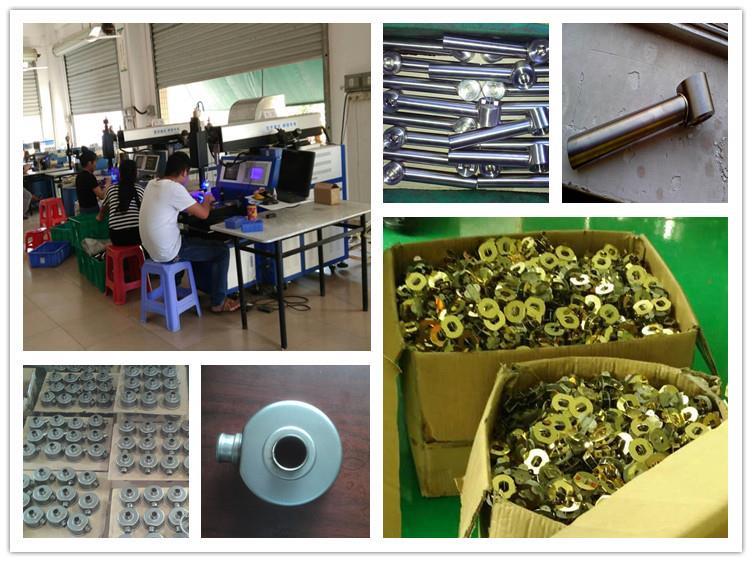
加工地址在:东莞市常平镇
激光加工是对传统工艺的改造升级,激光优异的性能正在冲击越来越多的传统行业,为现在众多行业提供了更为快捷高效的加工解决方案。激光热处理技术利用高功率的激光器,结合现在自动化技术,以及计算机控制技术来实现对加工物品的处理。高功率激光束在计算机控制下,通过现在自动化技术实现对工业用零部件的热处理,与传统处理方法相比,激光热处理技术能量高度集中,加工区域小,因而热变形小,加工质量高、精度高,加工件不受尺寸、形状限制,不需冷却介质,而且无污染,噪声小,效率高。
激光焊接加工精度高,生产速度快,表面光洁度好,外形美观大方。因此被更多的应用到眼镜、五金电子、首饰、卫浴厨具等精密焊接行业。
激光焊接加工流程是将具有优异的方向性、高亮度、高强度、高单色性、高相干性等特点的激光束辐射至 加工工件表面区域内,激光束经过光学系统聚焦后,其激光焦点的功率密度为104-107W/cm2,通过激光与被焊物的相互作用,在较短的时间内使被焊处形成一个能高度集中的热源区,热能使被焊物区域熔化后冷却结晶形成牢固的焊点和焊缝。
根据所用激光器及其工作方式的不同,常用的焊接方式有两种,一种是脉冲激光焊,主要用于单点固定连续和簿件材料的焊接,焊接时形成一个个圆形焊点;另一种为连续激光焊,主要用于大厚件的焊接和切割,焊接过程中形成一条连续焊缝。
在焊接过程中,光束焦点位置是关键的控制工艺参数之一,在一定激光功率和焊接速度下,只有焦点处于优秀位置范围内才能获得大熔深和好的焊缝形状。
采用激光焊接加工具有以下优点:1)激光束具有较高的功率密度,导致焊接速度快,变形小,可焊接钛、石英等难以焊接的 材料;2)光束易于传输和控制,*更换焊炬、喷嘴等,减少停机时间,提高了生产效率。3)冷却速度快,焊缝强度高,综合性能好。
随着现在加工业的发展,加工形态也在发生变化,激光热处理技术是利用高功率的激光激光器,加热金属材料表面,由于功率密度较高,使得加工产品表面的热量无法及时传走,从而在高温的作用下加工物品表面的加工区域*升温到奥氏体化温度实现快速加热。由于加工过程非常*,因而加工物品整体的温度仍然保持较低的温度,加工区域产生的瞬间高温,被物体的整体温度稀释,从而实现了淬火等热处理的效果。小功率的激光激光器,则是快速氧化或汽化表面材料,达到标记的效果,像现在的光纤激光打标机就是利用了这一点,从而在现在的众多领域得到广泛的应用

等离子体对激光有吸收、折射和散射作用,因此一般来说熔池上方的等离子体会削弱到达工件的激光能量。并影响光束的聚焦效果、对焊接不利。

-/gjjjja/-
http://ling.b2b168.com